"Providing Solutions for our Customer's Challenges"
"Providing Solutions for our Customer's Challenges"



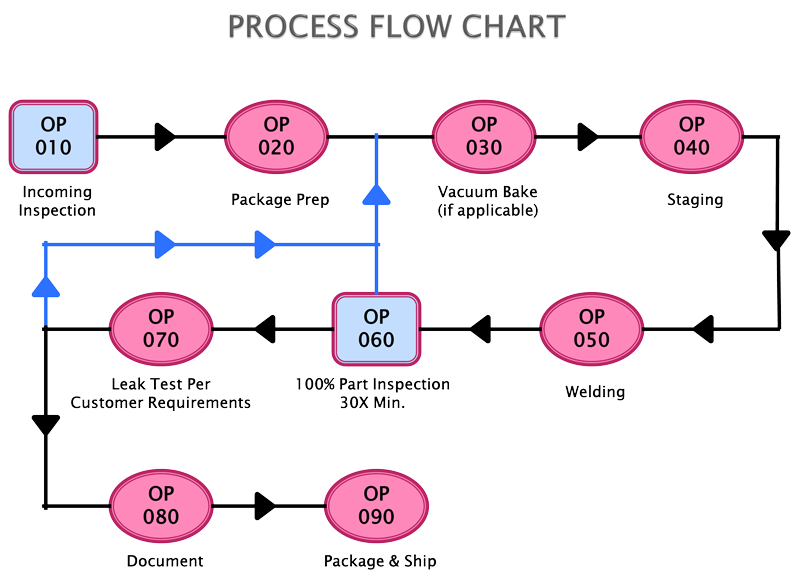
MTI Process Flow Chart
OP 010 Incoming Inspection:
As parts are received they are unpacked onto an ESD safe environment. Both cover and housings are inspected for issues that will negatively affect successful hermetic laser welding such as cleanliness, epoxies on the seal surface, oils, plating, surface finish, edge conditions, bent feed thrus etc. Any findings are noted on the Incoming Inspection Report and forwarded to the customer for disposition.
OP 020 Package Prep
All surfaces that will experience laser processing are swabbed Isopropyl alcohol to clean off any potential contamination-both housing and cover. Covers are aligned onto their respective housings and secured via tooling or Kapton tape.
OP 030 Vacuum Bake (if applicable)
The vacuum oven is set to the appropriate temperature per customer specifications as well as the over temperature protection controller and the timer is programmed with the customer specified duration. Parts are loaded into the vacuum oven and vacuum is applied. For customers requiring vacuum scrubbing the cycles are programmed into the vacuum controller.
OP 040 Staging
After the parts to be sealed have reached ambient temperature they are mounted onto the laser system tooling table and secured. Any additional clamping or alignment fixturing that may be required are positioned accordingly.
OP 050 Welding
The covers are tac welded at the appropriate intervals and power derived from the material type and cover thickness protocols. The welding program is either generated or downloaded from the laser system CNC computer. The program is run in a DRY RUN mode to verify program compliance to the cover to be welded-any adjustments are made and a new DRY RUN is initiated and repeated until program to part tracking is complete. The cover is then welded onto the housing.
OP 060 100% Part Inspection 30X mag min
All parts laser sealed are inspected under a minimum of 30 X magnification. Any anomalies are noted and the customer is notified and set aside for customer disposition.
OP 070 Leak Test per Customer Requirements
Laser sealed parts are Fine and Gross leak tested per customer requirements either MIL-STD-202 or MIL-STD-883. Results are noted and delineated on the Certified Test Sheet.
OP 080 Document
All processing and certified data is annotated on the appropriate certificates and shipped with the sealed parts
OP 090 Package and ship
All parts are repackaged as received and return shipped to the customer.
![]()